欢迎访问:第三方检测机构 官方网站!
关联站点:





156-0036-6678
欢迎访问:第三方检测机构 官方网站!
156-0036-6678
机械设备
微析 分析中心 专业第三方分析检测中心
成分分析/失效分析/未知物分析/质量检测 提供专业分析报告,助力企业新品研发、质量控制、上市销售
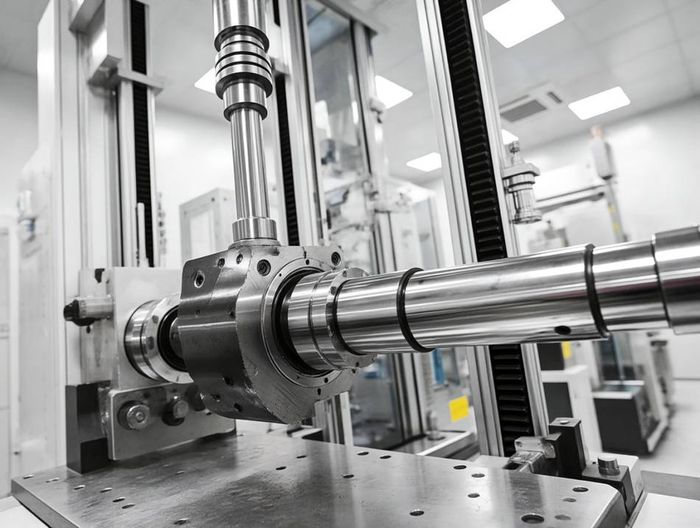
齿轮加工机床无损探伤常用检测方法及实际应用案例分析
齿轮加工机床是机械制造的核心装备,其关键部件(如齿轮、主轴、床身铸件)的内部或表面缺陷会直接影响加工精度与设备寿命。无损探伤作为不破坏工件的检测技术,能精准识别裂纹、夹渣、气孔等缺陷,是保障机床可靠性的关键环节。本文梳理齿轮加工机床无损探伤的常用方法,结合实际应用案例解析其操作要点与效果,为行业从业者提供实操参考。
超声检测(UT):齿轮加工机床内部缺陷的“透视镜”
超声检测是齿轮加工机床内部缺陷检测的核心方法,其原理是通过高频超声波(通常2.5-10MHz)在工件中的传播,当遇到内部裂纹、夹渣或未熔合等缺陷时,超声波会发生反射,反射波幅与缺陷大小、性质相关。检测时需在探头与工件间涂抹耦合剂(如机油、甘油),以减少声能损耗。
在齿轮加工机床中,超声检测主要用于主轴、齿轮坯等关键部件的内部缺陷检测。例如某重型机床厂在检测Φ200mm的合金钢主轴时,使用5MHz直探头,耦合剂为机油,检测速度控制在100mm/s以内。当探头移动至主轴中段时,显示屏出现波幅达满屏80%的反射波,且波型陡峭,结合声程计算缺陷位于表面下15mm处。后续解剖验证,该缺陷为锻造过程中未完全融合的折叠裂纹,长度约12mm,若未检测出,装机后高速旋转可能导致主轴断裂,引发设备报废。
超声检测的优势在于穿透能力强(可达数米)、对内部缺陷灵敏度高,但对缺陷的定性需依赖检测人员经验,且无法直观显示缺陷形态,因此常需结合其他方法佐证。
磁粉检测(MT):齿轮表面缺陷的“显影剂”
磁粉检测利用铁磁性材料在磁化后,表面或近表面缺陷处会产生漏磁场,吸附磁粉形成可见痕迹的原理。该方法仅适用于铁磁性材料(如碳钢、合金钢齿轮),对表面裂纹、针孔等缺陷灵敏度极高,检测深度通常不超过2mm。
齿轮加工机床的分度齿轮、主轴颈是磁粉检测的重点部位。某精密齿轮机床厂曾遇到分度齿轮齿面崩齿问题,经追溯发现是热处理后齿面存在细微淬火裂纹。随后采用荧光磁粉湿法检测:先将齿轮置于磁化线圈中,施加周向磁化电流1500A,使齿轮磁化;再喷洒浓度15g/L的荧光磁粉悬浮液,待磁粉均匀覆盖后,用紫外线灯照射。结果在3个齿的齿根处发现亮绿色线性痕迹,长度0.8-1.2mm,确认是淬火裂纹。更换合格齿轮后,崩齿问题彻底解决。
磁粉检测的操作要点包括:选择合适的磁化方法(如穿棒法用于轴类零件周向磁化,线圈法用于齿轮径向磁化)、控制磁粉浓度与磁化电流(电流过大易导致工件磁化过度,过小则漏磁场弱)。此外,检测前需彻底清理工件表面油污、氧化皮,避免影响磁粉吸附。
渗透检测(PT):非磁性部件的“表面侦探”
渗透检测适用于非铁磁性材料(如铝合金、不锈钢)及非金属材料的表面缺陷检测,原理是将渗透性强的液体(渗透液)涂敷在工件表面,渗透液通过毛细管作用渗入缺陷;随后清洗表面多余渗透液,施加显像剂,显像剂将缺陷内的渗透液吸出,形成可见的缺陷痕迹。
某机床厂生产的铝合金床身铸件,因铸造工艺问题,表面偶尔出现针孔缺陷,导致装配后漏油。采用着色渗透检测:先将床身表面用丙酮清洗干净,喷涂红色着色渗透液,静置10分钟(渗透时间需根据缺陷大小调整,通常5-15分钟);然后用乳化剂清洗表面,再喷白色显像剂,等待8分钟后,床身表面出现多个红色斑点,直径0.2-0.5mm,确认是铸造气孔。通过补焊(采用铝合金焊丝,氩弧焊工艺)并重新检测,缺陷消除,解决了漏油问题。
渗透检测的关键是控制渗透与显像时间,且需确保工件表面清洁度——若表面有油污,渗透液无法渗入缺陷;若清洗过度,会将缺陷内的渗透液一并洗掉。此外,着色渗透适用于可见光下检测,荧光渗透需用紫外线灯,后者灵敏度更高,但操作环境要求更严格。
射线检测(RT):铸件内部缺陷的“拍照机”
射线检测利用X射线或γ射线穿透工件时,缺陷处(如气孔、夹渣)的射线衰减程度与正常组织不同,在胶片或数字探测器上形成灰度差异的影像。该方法能直观显示缺陷的位置、形状与大小,是铸件内部缺陷检测的常用方法。
某铸铁床身生产企业,曾因床身内部夹渣导致加工时台面变形。采用X射线检测:将床身置于X射线机下,胶片紧贴床身背面,射线能量设置为150kV,曝光时间2分钟。冲洗后的胶片上显示一处不规则黑影,面积约15mm×8mm,位于床身台面下方10mm处。解剖后发现是浇注时混入的耐火材料夹渣,直径约12mm。通过优化浇注系统(增加挡渣网),夹渣缺陷率从3%降至0.5%以下。
射线检测的注意事项是辐射防护——操作人员需远离射线源(至少10m),或在铅屏蔽室内操作,同时佩戴个人辐射剂量计。此外,射线检测对厚工件(如超过100mm的铸铁)灵敏度下降,需结合超声检测互补。
涡流检测(ET):有色金属部件的“快速扫描仪”
涡流检测基于电磁感应原理:当交变电流通过探头线圈时,会在工件表面产生涡流;若工件存在缺陷,涡流的大小、相位会发生变化,通过检测这种变化即可识别缺陷。该方法适用于导电材料(如铜、铝、不锈钢),对表面及近表面缺陷(深度≤5mm)灵敏度高,且检测速度快,适合批量生产线上的在线检测。
某机床厂生产的铜合金主轴套,用于高速铣床的主轴支撑,因加工时刀具划伤未及时发现,导致装机后主轴套磨损加剧。采用涡流检测:使用频率100kHz的点式探头,沿主轴套外圆匀速移动(速度200mm/s),当探头经过划伤处时,仪器显示相位差突变。检测发现3个主轴套存在表面微裂纹,长度0.5-1mm,深度0.1-0.2mm。通过抛光处理(使用2000目砂纸打磨),缺陷消除,主轴套使用寿命从1000小时延长至1500小时。
涡流检测的优势是无需耦合剂、检测速度快,但对缺陷的定性需结合缺陷信号的相位与幅值分析,且无法检测非导电材料。此外,工件表面粗糙度会影响检测结果——若表面过于粗糙,涡流会产生紊乱,导致虚假信号,因此检测前需将工件表面打磨至Ra≤1.6μm。
CMA检测资质
数据严谨精准
独立公正立场
服务领域广泛
微析研究院客户服务流程
01
02
03
04
欢迎来公司实验室考察
或与工程师电话沟通业务需求
微析院所工程师上门取样
或自寄送样品到微析指定院所
样品分析/检测
技术工程师开始制作分析汇总报告
寄送报告,工程师主动售后回访
解决您的售后疑惑
服务优势

CMA
CMA检测资质
微析院所经过严格的审核程序,获得了CMA资质认证成为正规的检测机构,不出具CMA检测报告的机构请斟酌。

数据
数据严谨精准
提供精准的数据支持,建立了完善的数据管理系统,对每个检测项目数据进行详细记录与归档,以便随时查阅追溯。

立场
独立公正立场
严格按照法律法规和行业标准行事,不受任何外部干扰,真实反映实际情况,出具的检测报告具有权威性和公信力。

服务
服务领域广泛
服务领域广泛,涉及众多行业。食品、环境、医药、化工,还是建筑、电子、机械等领域,都能提供专业检测服务。
CMA检测资质
微析院所经过严格的审核程序,获得了CMA资质认证成为正规的检测机构,不出具CMA检测报告的机构请斟酌。
数据严谨精准
提供精准的数据支持,建立了完善的数据管理系统,对每个检测项目数据进行详细记录与归档,以便随时查阅追溯。
独立公正立场
严格按照法律法规和行业标准行事,不受任何外部干扰,真实反映实际情况,出具的检测报告具有权威性和公信力。
服务领域广泛
服务领域广泛,涉及众多行业。食品、环境、医药、化工,还是建筑、电子、机械等领域,都能提供专业检测服务。
资讯动态
业界资讯
常见问题
2025-06-16
2025-06-16
2025-06-28
2025-06-20
2025-06-16
2025-06-14
2025-06-27
2024-11-30
2024-10-10
2025-06-24
2025-06-26
2025-06-17
2025-06-24
2025-06-13
2024-12-16
2025-06-18
2025-06-18
2025-06-26
2025-06-28
2025-06-17
2025-06-19
2025-06-20
2025-06-23
2025-06-26
2025-06-12
2024-08-04
2025-06-16
2025-06-17
2025-06-23
2025-06-16
2025-06-16
2025-06-19
LED照明灯具可靠性测试中如何检测电磁辐射是否符合安全标准?
2025-06-13
2025-06-25
2025-06-14
2025-06-26
2025-06-23
2025-06-15
2025-06-15
2025-06-20
2025-06-20
2025-06-16
+
出具报告
+
专业人员
+
实验仪器
+
多地实验室
院所团队
院所环境
仪器设备